Summary
Sam presented the use of his new CNC for making microfluidics ‘chips’ and the magic of sticking the pieces together. There was great interest from many in getting the same machine. We also discussed the collection of Open Microfluidics (for research/application) in a GitHub repository. Tobey Wenzel started collecting material and invites contributions. We discussed the advantages of milling over laser-cutting, because of the more rectangular edges that enable better bonding of substrates (see here) and the bonding method of PMMA (Acrylic) sheets by Ethanol-activated surface bonding in an oven (from here).
Notes
Here are detailed notes:
Sam 12oct
microfluidic chips on a budget
8-10 people
(some in and out)
Sam from NZ (at conservancy X in Seattle)
moritz (co guy also!)
Bengt Sjolet
Jean Pierre Tincopa Flores
Duncza
me CNC and microfluidics for
Tobey – just starting to play with chips for single cell genomics (high end)
trying to make more open microfluidics, new github.come/makertobey/
editor of Journal of Open Hardware - will be writing a review on all this
X soft ware
Wei point of care
Emmanuel from UniGe at SDG solutions
BaDx image and numbers of parts and microfluidics
-injection molding for en-masse making – very expensive first, then
but CnC drilling first for prototyping…
wiki.octanis.org/cnc1610
how to DIY, no PDMS mess
very nice presentation style 
not fun to do the multiple iterations in one day with pdms
Goal – from Zero to Chip today
DIY via CNC (computer numerical control) machine (the tool is the tip, like a drill bit – and which tool is used is key…)
Fast and scaleable
uF Chipshop Catalog – already many off the shelf possibilities (but expensive 100/chip)
PMMA (acrylic) to make support (can bond to poly styrene – but PMSA can’t!!)
made rectangles on laser cutter, of the PS and PMMA then we will make chips
CNC Feeds & Seeds google can give good details.
CNC
Mill connected to computer to control xyz of the tool head (which can also be used for 3D printers…)
CAD – program on computer that lets us draw our chips
.svg output program is the design
CAM – computer aided manufacturing
SVG-> something->GCODE file
open source vs closed source programs… some danger
Real world tools
CNC2418 --< alibaba.come CNC2418 130 dollars
Tony email for cigarette flyer!
0.1 mm tool, gives about 0.5mm channel
the parts should be injection molded.
(3D printed parts break more quickly!)
3duf.org to make svg
CAM jscut.org import the svg file there, and get GCODe
users of the tools can help the manufacturers on this too.
Or FUSIoN 360 is CAD/CAM software
65x40mm
and leave 5mm around – so 55 x30mm for design.
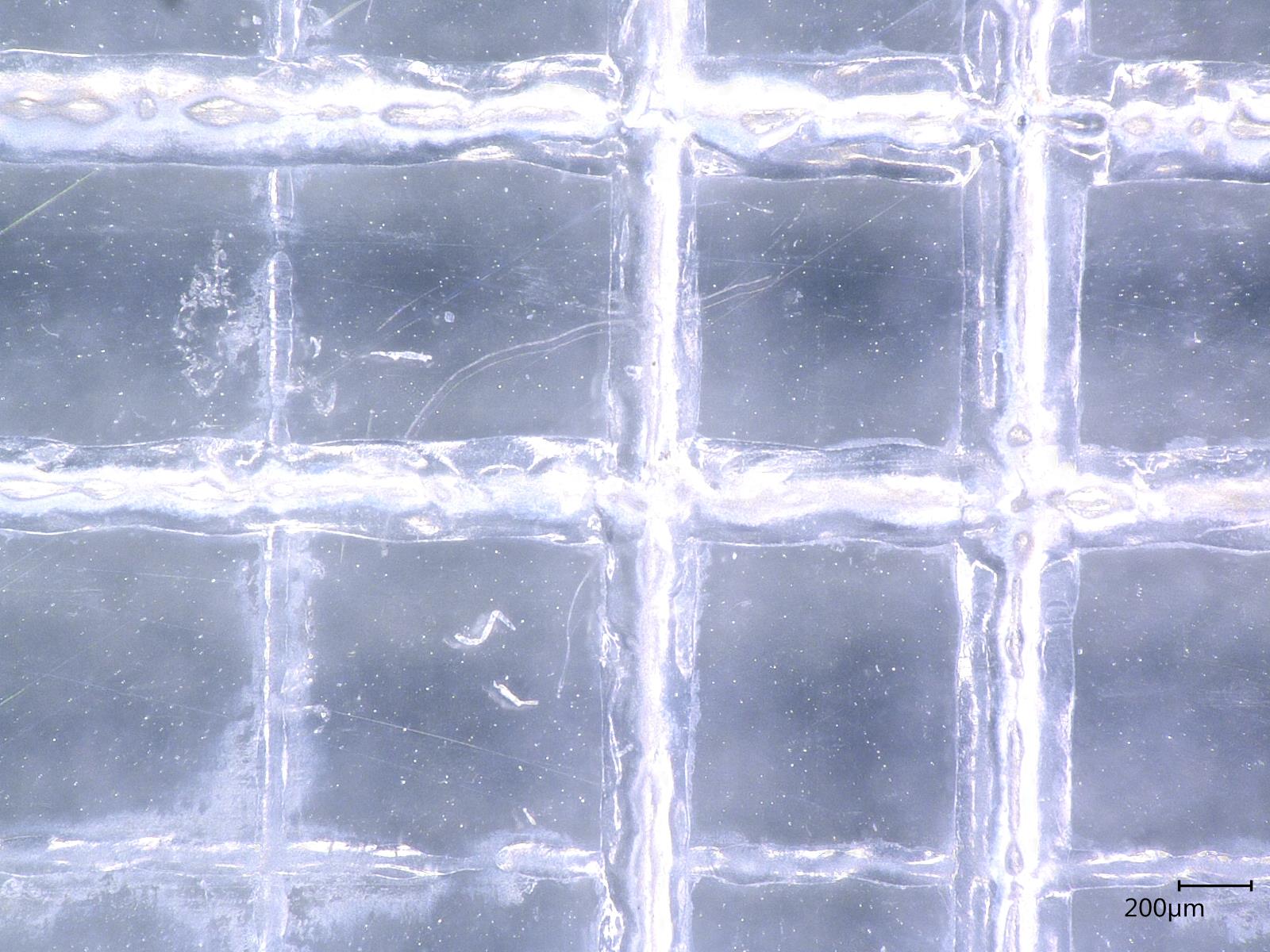
Goal – channels cut into the thinner poly styrene so can make pores
then they will be stuck together… - the magic is the bonding.
Can try…
3duf.org
but going straight to milling
universal GCODE sender -(java open source program that operates the CNC)
send the GCODE to the CNC
0 is origin of the CNC bottom left.
The CNC has GRBL program that is used for many things (3d printers)
better than laser cutter because there is a little melty bit of the plastic, so the bottom is not so smooth and the edges are blobby and the sealing doesn’t work so well.
CNC allows arbitrary 3D structures in the stuff.
Use piece of paper to get tool close to thing – then ‘reset 0’
and it is super! Exactly there!
Then clamp the piece, or use double sided sticky tape (which Sam normally does) for sticking down the piece.before cutting
bed may not be exactly level… to be careful and set /reset Z if needed)
can probe lots of points on the surface to correct for Z diffs in milling (windows program though)
can manually do design even
macros tab with input boxes to type in the Gcode and press the button.
Going for it. Wow!!
cheap tool & very rough! (also depends on material! Hocu pocus)
if making holes, have wood below to protect tool!!
End mill 2 flute gives rectangular channels that can be much better!
The cnc mill works
and alcohol and 73oC oven (clamped) was used to stick pieces together…